����������ǰ���댑һƪ�P�ڼ������a�����c��ˇ�����£��s���һֱ�����¹P���R�á�
�����e��һ��СС�ļ��ޣ������Ǻܺ��Ρ��������҂����������a�S����؛�s�Ǐ��s�������ģ����ȼ���Ҏ����Ӿ�Ŀǰ�҂���˾��ģ��ֱ���͎�ʮ�N����Ҫ���˃ȏ��քe��65mm,73mm,83mm,99mm,126.5mm,153mm)���߶Ⱦ���20mm-600mm���ȡ�����Ƕ��ƮaƷ������ÿ��һ��؛���Ǹ������˵�Ҫ�������Ҫ��B�Ĺ���ͨͨ��һ�顣���ҽ���Ҫ��B��ֻ���҂����a�й�ˇ��ε��������ޡ�
���������������a���ּ������ܡ��йܡ��N�����U�ڡ���ڡ��坍�����b
�����ּ�
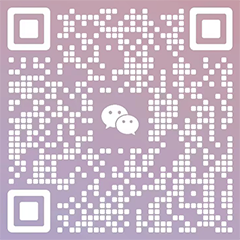
���������҂��I������һ���һ����ļ�����������ʹ�Õr��Ҫ3-4���������ɡ�����ǎ�����ճ�N��һ�����Բ�ͬ��ֱ����Ҫ���еļ��Č���Ҳ������ͬ���D���I���ļ��c�и��ļ���
��������
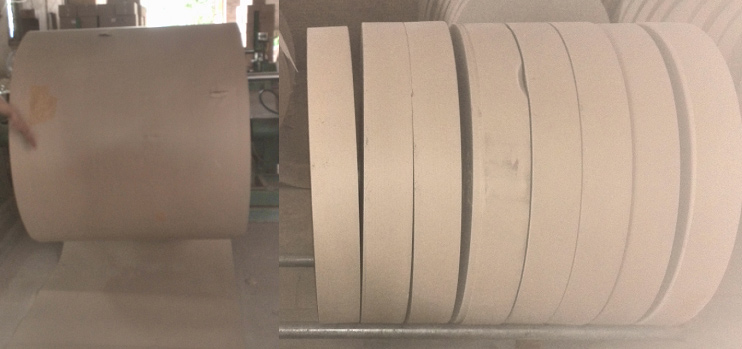
�����@�����ܳ��͵�һ���^�̣������ھ��ܙC��ԭ�����кõļ���ճ�϶��γ�һ����Ͳ����ͬҎ��ֱ���ļ�Ͳ��Ҫ�õ���ͬ���ȵļ�����ͬ��ȵļ�ͲҲ�ֲ�ͬ�Ӵεļ������D����ܼ�ǰ�������γɺ�
�����й�
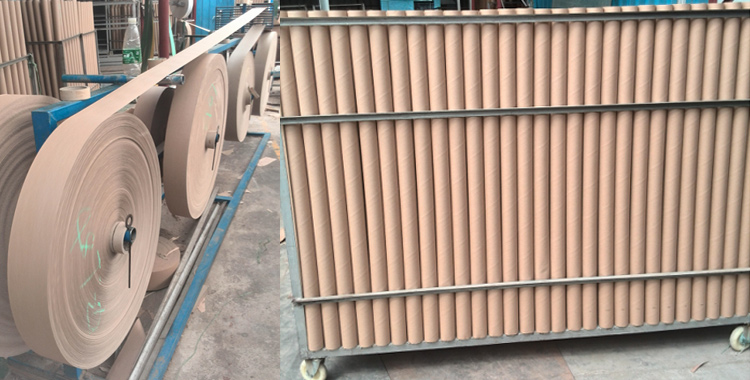
�������ܙC�Ѽ����ɼ�Ͳ�Ժ�����L���^�L�����҂��ļ����L��һ����^�̣������҂���Ҫ�Ѽ����гɿ͑�Ҫ��ĸ߶ȡ��D�鼈Ͳ�й�ǰ�c�йܺ�

�����N��
�������ܷ������Ժ���Ҫ��ӡˢ�õ��~�弈�̘��N�ڼ�Ͳ�ϡ��@��һ�����ֹ��Ļ����Ҫ���zˮ�c����ճ�N���D�鼈���N��ǰ�c�N����

�����U��
������Ͳ�N�꼈�������Ҫ��ڡ������҂���Ҫ�Ѽ��ĿڔU���һЩ�ź÷��������ޣ�������UƷ��Ԓ�����w�ǷŲ��M��Ͳ����ʹ���뼈ͲҲ������ɷ�������ŵò��ö���ʹ�����w���w��
�������w
�����@�������������һ������Ҳ�nj������TҪ����^�ߵ�һ���������@��������Ҫʹ�÷�ޙC���������w���o�ڼ�Ͳ�ϡ����o��̫�o���ڲ��ϸ��o�����µ��w��̫�o�����������^���D����wǰ�c���

�����坍���b
�����@��ÿ�N�aƷ����Ҫ���v��һ�����Ͳ���Ҫ������B�ˡ�